- tyler@kirail.com
- +86 15603721115
The free forging process includes three processes: basic process, auxiliary process and finishing process.
1. Basic process
The basic process is to make the metal blank produce a certain degree of plastic deformation to obtain the required shape and size or improve the material properties. It is an indispensable deformation process in the forging process, such as upsetting, elongation, bending, punching, cutting, twisting, displacement, etc. The most commonly used processes in actual production are upsetting, elongation and punching.
1) Upsetting
The process of forging along the axial direction of the workpiece to reduce its length and increase its cross-sectional area. Upsetting is usually used for forging parts such as gear blanks, flanges, discs, etc., and can also be used as a preparatory process for hollow forgings such as stamping rings and sleeves. Upsetting can be divided into full upsetting and partial upsetting.
The blank should not be too long during upsetting, and the height-to-diameter ratio should be less than 2.5 to avoid upsetting, bending, thin waist, interlayer and other phenomena. The upset part of the blank must be heated evenly to prevent uneven deformation.
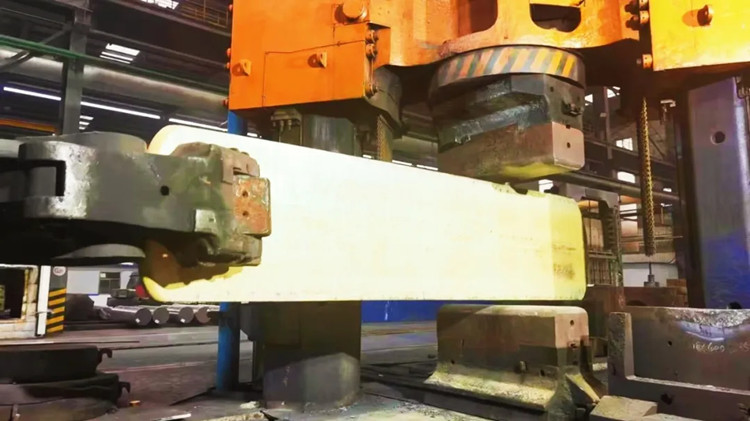
2) Elongation
The process of forging along the axis perpendicular to the workpiece to reduce its cross-sectional area and increase its length is often used for forging parts such as shafts and rods.
Round blanks are usually forged into squares first, then elongated, and finally forged into the desired shape, or elongated using a V-shaped anvil.
3) Punching
The process of punching through holes or blind holes in a workpiece with a punch. It is often used to forge hollow forgings such as gears, sleeves, and rings. Holes with a diameter of less than 25mm are generally not forged, but processed by drilling.
When punching through holes in thin blanks, the punch can be used to punch all at once. If the blank is thick, punch a hole on one side of the blank to 2/3 of the hole depth; then pull out the punch, turn the workpiece over, and punch through from the other side to avoid punching burrs around the hole. When punching holes on both sides with a solid punch, cylindrical blanks will be distorted. The degree of distortion is related to the diameter D0, height H0 and hole diameter d1 of the blank before punching. The smaller the D0/d1, the more serious the deformation. In addition, if the punching height is too large, the hole is easily offset. Therefore, the ratio of the blank diameter D0 to the hole diameter d1 (D0/d1) used for punching should be greater than 2.5, and the blank height should be less than the blank diameter.
2. Auxiliary process
The process of pre-deformation for the convenience of basic process operation is called auxiliary process (pressing jaws, shoulder cutting, etc.).
3. Trimming process
The process of reducing surface defects of forgings (such as correction, rounding, flattening, etc.).